Электромеханический следящий привод робота
Разработать электромеханический следящий привод «плечевой» степени подвижности двухзвенного плоского манипулятора робота, кинематическая схема которого изображена на рис. 1.
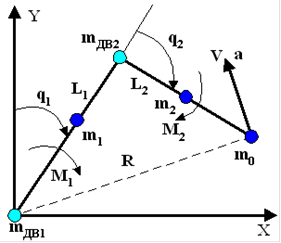
Рис 1. Расчётная кинематическая схема манипуляционного механизма.
Основные технические требования
таблица 1
Параметры манипуляционного механизма:
|
Параметр |
условное обозначение |
значение |
|
Длина "плечевого" звена манипуляционного механизма, м |
|
1.5 |
|
Расстояние от оси поворота "локтевого" звена до центра масс рабочего органа с объектом манипулирования, м |
|
1.2 |
|
Диапазон изменения перемещенй "плечевого" звена манипулятора, град |
|
-45… +90 |
|
Диапазон изменения " локтевого" звена манипулятора, град |
|
-60 … +120 |
|
Масса "плечевого" звена, кг |
|
35 |
|
Масса "локтевого" звена, кг |
|
28 |
|
Масса рабочего органа, кг |
|
8 |
|
Масса объекта манипулирования, кг |
|
0.3 |
таблица 2
Основные требования к исполнительной системе робота:
|
Параметр |
условное обозначение |
значение |
|
Допустимая статическая погрешность рабочего органа, мм |
|
0.5 |
|
Допустимая динамическая погрешность рабочего органа, мм |
|
0.5 |
|
Максимальная скорость рабочего движения, м/с |
|
0.15 |
|
Максимальное
ускорение рабочего движения, |
|
0.05 |
|
Максимальная скорость рабочего органа при «переброске», м/с |
|
1.5 |
|
Время разгона до максимальной скорости, с |
|
0,6 |
|
Перерегулирование при малом ступенчатом воздействии, % |
σ |
20 |
|
Относительная длительность “переброски” в рабочем цикле, % |
|
0,15 |
1. Следящий привод должен быть построен на базе коллекторного двигателя постоянного тока. Исполнительная часть привода состоит из двигателя, механической передачи и силового преобразователя, работающего в режиме широтно-импульсной модуляции.
Следящий привод должен быть построен на базе коллекторного двигателя постоянного тока. Исполнительная часть привода состоит из двигателя, механической передачи и силового преобразователя, работающего в режиме широтно-импульсной модуляции.
.Робот управляется системой позиционного управления.
.Следящий привод должен функционировать без тепловой перегрузки при эквивалентном рабочем цикле, включающем два характерных этапа движения. На первом этапе эквивалентного рабочего цикла происходит "переброска", т.е. быстрое перемещение рабочего органа из исходного положения в заданное конечное положение. При этом график зависимости развиваемой двигателем скорости от времени принимается в виде трапеции или треугольника. На втором этапе движения, когда выполняется требуемая основная технологическая операция, следящий привод функционирует в основном рабочем (следящем) режиме. На втором этапе за основу должен быть принят эквивалентный гармонический закон движения вала двигателя. Предельное значение отношения длительности первого этапа движения к длительности эквивалентного рабочего цикла задано в виде относительной длительности режима "переброски", указанной в табл.1.
.При проектировании учесть погрешности, обусловленные дискретностью датчиков, кинематическими погрешностями механических передач, действием внешних сил и динамическими свойствами следящей системы.
. Особые требования:
. Предусмотреть фиксацию звеньев манипулятора при аварийном отключении питания.
. Обеспечить работу датчиков положения при аварийном отключении питания в течение не менее 30 мин.
. Перерегулирование в режиме «переброски» не допускается.
. Источник питания приводов робота - заводская трехфазная электрическая сеть с напряжением 380 В и частотой 50 Гц.
*- численное значение изменено с 0.25 до 1.25мм так как исходная статическая погрешность рабочего органа, требует для своей реализации механической передачи в следящем приводе с угловым люфтом не более рад, что соответствует 0,25 угловым минутам. Редукторы с таким боковым зазором серийно не выпускают и изготавливают только индивидуально по согласованию с заказчиком, поэтому их стоимость крайне высока. В связи с этим, чтобы многократно не увеличивать стоимость всего спроектированного манипулятора предлагается понизить требования к статической погрешности до указанной в таблице величины, чтобы можно было использовать при проектировании серийные редукторы с угловым зазором в 1 минуту.
- Выбор двигателя и редуктора привода второго звена
- Силовой анализ манипуляционного механизма
- Выбор двигателя и редуктора привода первого звена
- Тепловой расчёт привода первого звена
- Анализ точности и назначение требований к компонентам следящего привода
- Выбор датчика положения
- Синтез регуляторов следящего привода
- Определение динамической моментной ошибки привода
- Особые требования
- Анализ процесса регулирования
Статья в тему
Строительство волоконно-оптической линии связи на участке Чулым–Колывань
Опыт строительства ВОЛС в России и странах СНГ выявил ряд существенных отличий в организации, технологии поведения линейных и монтажных работ по сравнению с работами на традиционных электрических кабелях связи. Эти отличия в значительной степени обусловлены тем, что у ОК в отличие от электри ...