Межсоединения
На печатной плате межсоединения осуществляются при помощи печатных проводников. Электрические соединения между печатными проводниками и радиоэлементами осуществляется при помощи пайки.
Технологический процесс пайки
Так как в устройстве используется как монтаж в отверстия, так и поверхностный монтаж элементов, то следует применять пайку волной.
В процессе пайки волной печатную плату устанавливают на конвейер и последовательное проходят через несколько рабочих зон паяльной установки: зону флюсования, предварительный нагрев, зона пайки.
Преимущество пайки волной:
¾ Это непрерывный процесс, позволяющий достичь высокой производительности;
¾ Быстрый перенос тепла делает данную технологию хорошо доходящей для пайки печатных плат с металлизированными отверстиями;
¾ Позволяет паять печатные платы с достаточно высокой плотностью монтажа.
Флюс удаляет оксидные пленки с паяемой поверхности, улучшает смачивающую способность припоя и предотвращает окисление до начала пайки. Распыление флюса осуществляется при помощи вращающегося сетчатого барабана, в котором поток сжатого воздуха, пропущенный через сетку, создает мелкодисперсионную струю жидкого флюса. Слой наносимого флюса должен быть равномерным и иметь толщину 1-10 мкм в сухом состоянии. Зона флюсования оканчивается устройством «воздушного ножа», который служит для удаления избытка флюса с поверхности печатной платы.
Следующей технологической зоной является зона предварительного нагрева. Предварительный нагрев служит для предотвращения теплового удара печатной платы и электрорадиоэлементов в результате контакта с волной горячего припоя, сушки и активации флюса. Нагрев осуществоляется инфракрасными модулями с различной длинной волны, кварцевыми нагревателями и конвекционными системами.
Далее конвейер с печатной платой проходит в зону пайки, где в ванне с помощью помпы формируется волна расплавленного припоя. ПП устанавливается либо на лепестки конвейера, либо крепится в паллетах. Конвейер обладает возможностью изменять скорость движения и угла наклона ПП по отношению к волне (5-9о). Изменение угла наклона печатной платы важно для обеспечения стекания остатков припоя.
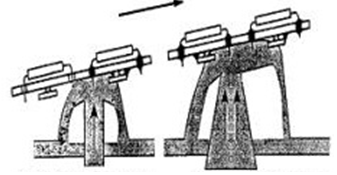
Рис.3. Двойная волна припоя. Первая волна - турбулентная. Вторая волна - ламинарная.
Так как в изделии используется смешанный монтаж, следует применять «двойную» волну припоя (Рис. 3). В этом способе первая волна является узкой, она подается из сопла под большим давлением и имеет турбулентный характер. Она обеспечивает смачивание выводов ЭРЭ и исключает формирование полостей с газообразными включениями, оставшимися от разложения флюса. Вторая волна - ламинарная. Они имеет более низкую скорость истечения. Эта волна разрушает перемычки, образованные первой волной, и завершает формирование паяных соединений. Пример температурного профиля пайки двойной волной приведен на Рис. 4.
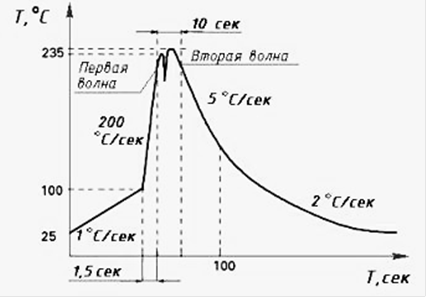
Рис.4. Пример температурного профиля для бессвинцовой пайки двойной волной.
Флюс
Флюс используется для очистки окисленной поверхности, подлежащей пайке, улучшает растекание припоя по металлу. Для данного изделия можно применить флюс ЛТИ-120. Это раствор канифоли в этиловом спирте с добавлением активаторов (диэтиламин солянокислотный, триэтиломин).
Припой
Припой применяется для соединения деталей и узлов при пайке. Припой должен иметь более низкую температуру плавления, чем паяемые материалы. Одной из важнейших характеристик, от которой зависит прочность соединения и способ пайки является температура плавления припоя. Чем более тугоплавок припой, тем выше прочность паяного соединения. Припой должен хорошо смачивать соединяемые материалы, иметь хорошую текучесть и образовывать плотные коррозионно-стойкие соединения.
Для пайки устройства следует применить припой ПОС-61 (ГОСТ 2193-76). Он подходит для пайки волной припоя. Данный припой применяется для пайки ЭРЭ, которые чувствительны к перегреву. Припой ПОС-61 имеет температуру плавления 190оС. При данной температуре не происходит перегрева элементов.
Статья в тему
Усилитель мощности звука
Усилитель мощности звука - прибор который усиливает электрические колебания, соответствующих слышимому человеком звуковому диапазону частот. Значит усилители звука должны соответствовать требованию усиления в диапазоне от 20 до 20 000 Гц по частоте, а по уровню -3 дБ. Наилучшие усилители имеют диапа ...