Контрольные точки для построения графиков
Амплитудно-частотная характеристика
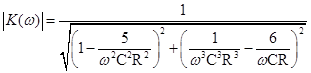
Контрольные точки:
|K(0)|=0
|K(10)|=0.00165
|K(1000)|=0.252
|K(103.5)|= |K(3162)|=0.707 ωгр= 3162 [рад/с]
|K(104)|=0.947
|K(106)|=0.999
Фазово-частотная характеристика
![]()
Контрольные точки:
φ(0)=2700
φ(10)=2460
φ(102)=2290
φ(102.44)=1800 ωинв=102.44=275[рад/с]
φ(103)=1070
φ(103.17)=900
φ(104)=220
φ(105)=2.20
φ(106)=0.280
φ(103.5)=450 ωгр= 3162 [рад/с]
Переходная характеристика:
a(t)=![]()
Контрольные точки:
a(0+)=1 В
a(0.0002)=0.411 В
a(0.0004)=0.136 В
a(0.0006)=0 В
a(0.0013)= - 0.095 В
a(0.002)= - 0.074 В
a(0.0066)= 0 В
амплитудный частотный фильтр напряжение
Графики
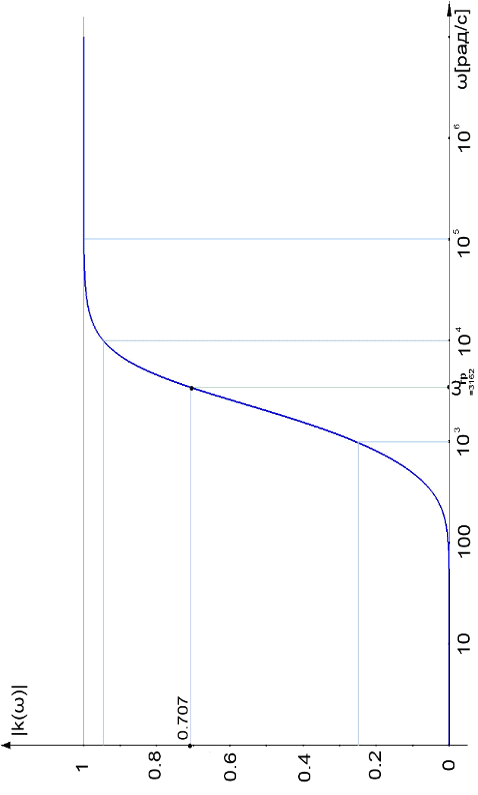
Рис.3 Амплитудно-частотная характеристика, расчетная
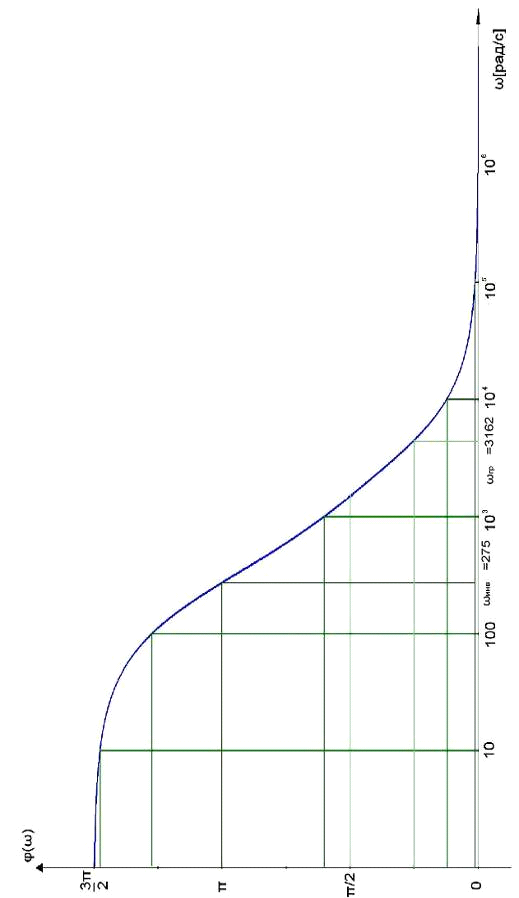
Рис.4 Фазо-частотная характеристика, расчетная
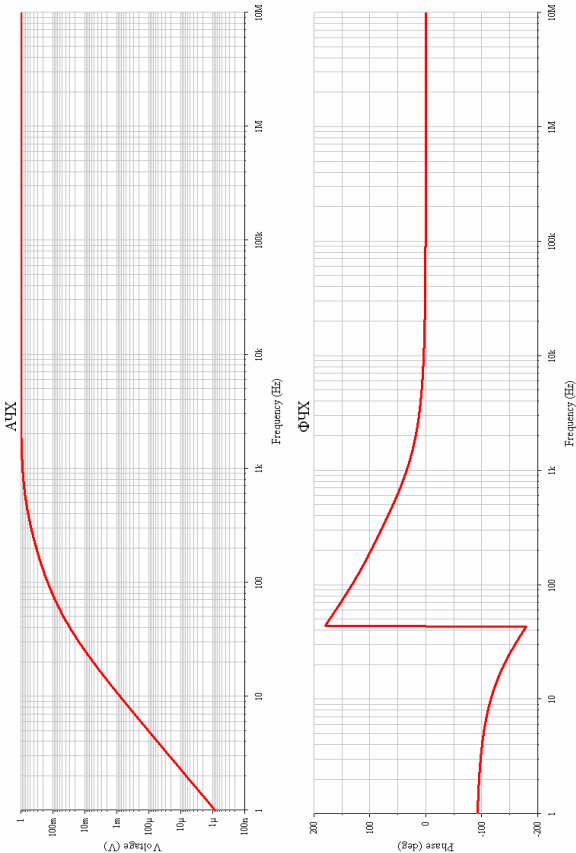
Рис.5 Переходная характеристика, расчетная
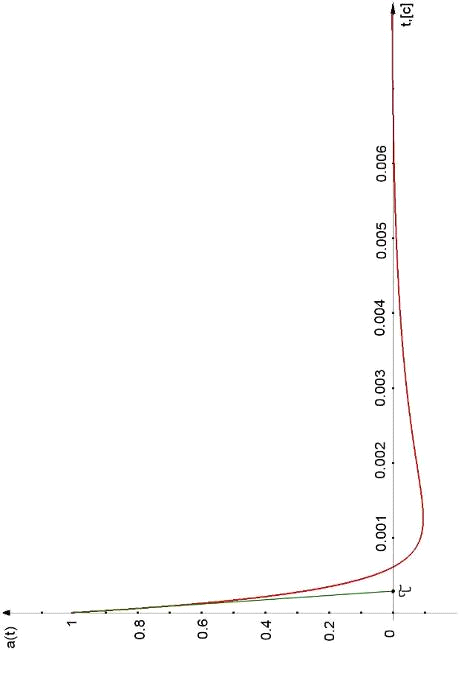
Рис.6 Амплитудно-частотная и фазо-частотная характеристика, смоделированные в Electronic Work Bench
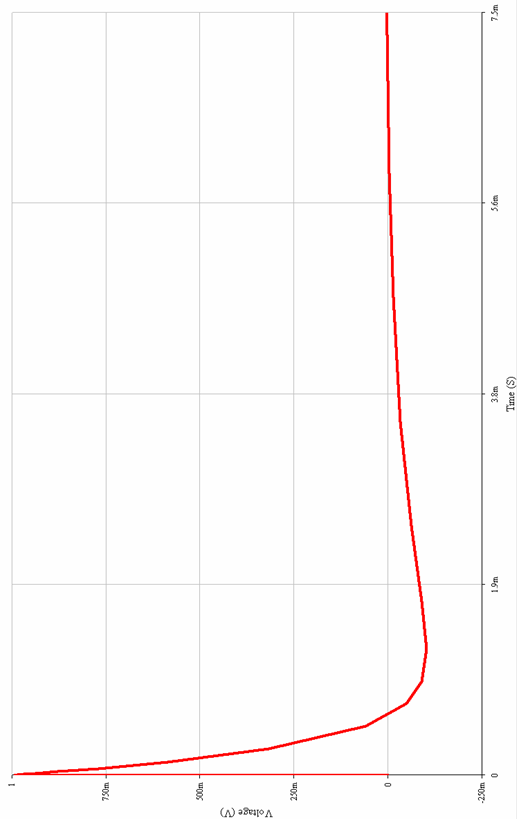
Рис.7 Переходная характеристика, смоделированная в Electronic Work Bench
Вывод
В результате проведённых исследований, данная схема является фильтром верхних частот, начиная с частоты: ωгр= 3162 рад/с
Частота инверсии: ωи=275 рад/с.
Постоянная времени цепи: τ= 0,0015 с.
Для данной схемы нами были рассчитаны и построены графики амплитудно-частотной характеристики, фазово-частотной характеристики и переходной характеристики.
Также было произведено моделирование нашей схемы в программном комплексе Multisim Electronic Work Bench.
Статья в тему
Система регулирования печи
автоматизация печь
микропроцессорный контроллер
Объектом автоматизации является печь для сжигания
органических отходов. Как видно из рисунка 1, в топку печи через регулирующие
органы подаются отходы, воздух и газ. Причем наносить управляющие воздействия
можно при помощи регулирующих о ...