Разработка технологии изготовления микросборки
-исходная заготовка (подложка с резистивным и проводящим слоями),
-после нанесения резиста и его сушки,
-экспонирование через шаблон 8 (1-ая литография),
-после проявления резиста, удаления необлученных участков резиста и задубливания облученных участков резиста,
-после удаления проводящего и резистивного слоев, не защищенных маской (травление) и удаления облученных участков резиста,
-повторное нанесение резиста;
Затем повторяются операции экспонирования (но уже через шаблон 9),
удаление необлученных участков резиста,
травление только проводящего слоя, удаление облученных участков резиста,
- конфигурацию пленочного резистора,
-вид сверху.
В зависимости от длины волны применяемого излучения различают оптическую (фотолитография), рентгеновскую, электронную и ионную литографии. Причем, чем меньше длина волны, тем меньшие размеры элементов можно получить.
Фотолитография может быть контактной (шаблон при переносе изображения приводится в плотный контакт с фоторезистом), бесконтактной (на микрозазоре) и проекционной.
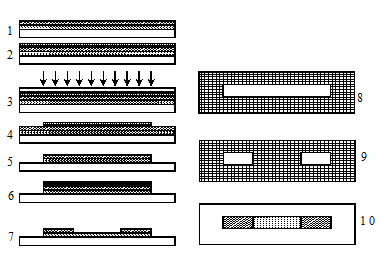
Рис. 5.1.4
При изготовлении данной ИМС целесообразно применить комбинированный метод, основанный на использовании принципов масочного и фотолитографического методов.
В этом методе масочный способ применяется для изготовления пленочных конденсаторов, а фотолитография используется для формирования конфигурации резисторов, проводников и контактных площадок. Типовой технологический процесс данного метода состоит из следующих технологических циклов:
1) первый цикл - напыление на ситалловую подложку (СТ 50-1), первого сплошного резистивного слоя;
2) второй цикл - нанесение поверх первого слоя второго слоя материала проводников и контактных площадок (см. рис. 5.1.1, б);
3) третий цикл - первая фотолитография для формирования конфигурации проводников и контактных площадок;
4) четвертый цикл - вторая фотолитография для формирования пленочных резисторов;
5) пятый цикл - используется метод съемной маски в непрерывном вакуумном процессе напыления нижних обкладок конденсаторов, диэлектрика конденсаторов, верхних обкладок конденсаторов (см. рис. 5.1.1, а), а также формируется через соответствующую съемную маску защитный диэлектрический слой ИМС (в данном случае выбран негативный фоторезист ФН-108с характеристиками, приведенными в таб. 1.2.4).
Заключительные технологические операции
После получения необходимого рисунка следуют заключительные операции:
- Лужение контактных площадок;
- Контроль и подгонка резисторов;
- Установка и распайка компонентов;
- Установка платы в корпус и распайка выводов;
- Герметизация;
- Выходной контроль.
ЗАКЛЮЧЕНИЕ
Для современного этапа развития интегральной электроники характерны тенденции дальнейшего повышения рабочих частот и уменьшения времени переключения, увеличения надежности, снижения затрат на материалы и процесс изготовления ИС.
Снижение стоимости ИС требует разработки качественно новых принципов их изготовления с использованием процессов, в основе которых лежат близкие по характеру физико-химические явления, что, с одной стороны, является предпосылкой для последующей интеграции однородных технологических операций производственного цикла и, с другой стороны, открывает принципиальные возможности управления всеми операциями от ЭВМ. Необходимость качественных изменений в технологии и технического перевооружения отрасли диктуется также переходом к следующему этапу развития микроэлектроники - функциональной электронике, в основе которой лежат оптические, магнитные, поверхностные и плазменные явления, фазовые переходы, электронно-фононные взаимодействия, эффекты накопления и переноса заряда и др.
Критерием «прогрессивности» технологического процесса наряду с улучшением параметров и характеристик самого изделия является высокая экономическая эффективность, определяемая рядом частных, взаимосвязанных критериев, обеспечивающих возможность построения комплектов полностью автоматизированного высокопроизводительного оборудования с длительным сроком эксплуатации.
Наиболее важными частными критериями являются:
- универсальность, т. е. возможность проведения всего (или подавляющего числа операций) производственного цикла с помощью одних и тех же технологических приемов;
- непрерывность, являющаяся предпосылкой для последующей интеграции (объединения) целого ряда технологических операций производственного цикла, сочетаемая с возможностью использования одновременной групповой обработки значительного количества изделий или полуфабрикатов;
- высокая скорость проведения всех основных операций технологического процесса или же возможность их интенсификации, например, в результате воздействия электрических и магнитных полей, лазерного излучения и др.;
Статья в тему
Системы спутникового мониторинга Глонасс на автотранспорте
Теория нечетких множеств (fuzzy sets theory) ведет свое
начало с 1965г., когда профессор Лотфи Заде (Lotfi Zadeh) из университета
Беркли опубликовал основополагающую работу “Fuzzy Sets” в журнале “Information
and Control”. Прилагательное "fuzzy", которое можно перевест ...