Конструкция лазерного излучателя
Скорость обработки в импульсном режиме ![]() ,
,
где ![]() - диаметр зоны обработки (точки);
- диаметр зоны обработки (точки); ![]() - коэффициент перекрытия точек (обычно
- коэффициент перекрытия точек (обычно ![]() = 0,5¸0,9);
= 0,5¸0,9); ![]() -время паузы между импульсами, с.
-время паузы между импульсами, с.
Шаг точек ![]() , скорость обработки
, скорость обработки ![]() .
.
Соотношение длительности импульса и времени паузы в импульсном режиме характеризуется скважностью цикла ![]() .
.
Наиболее существенным и наиболее трудноопределяемым параметром электронного луча является его диаметр.
При заданных плотностях тока эмиссии с катода, температуре катода и сферической аберрации линзовой системы пучок электронов с максимальной силой тока может быть сфокусирован в пятно минимального диаметра [12]:
![]()
Здесь ![]() -постоянная электронно-оптической системы. С учетом этого выражения удельная мощность
-постоянная электронно-оптической системы. С учетом этого выражения удельная мощность
На рисунке 1.2 представлены зависимости диаметра луча от силы тока и ускоряющего напряжения для резки, рассчитанные по выше приведенной формуле.
Высокие значения плотности мощности излучения приводят к существенному сокращению времени нагрева, плавления и испарения материала, обеспечивая скорости обработки, сравнимые со скоростью протекания физических процессов в объекте облучения. В свою очередь, благодаря высоким скоростям обработки и большой степени локальности источника нагрева протяженность участков материала, прилегающих к области воздействия.
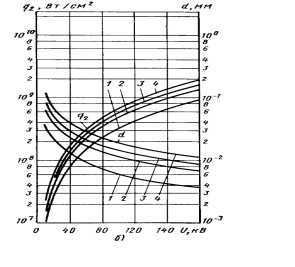
Рисунок 1.2 Зависимость диаметра луча ![]() и удельной мощности
и удельной мощности ![]() , от ускоряющего напряжения при различных значениях мощности:
, от ускоряющего напряжения при различных значениях мощности:
- ![]() = 100; 2 -
= 100; 2 - ![]() = 500; 3 -
= 500; 3 - ![]() = 1000; 4 -
= 1000; 4 - ![]() = 2000 Вт
= 2000 Вт
Статья в тему
САПР устройств промышленной электроники
Измерению
температуры придается большое значение в различных отраслях промышленного
производства. Температура является наиболее массовым и, зачастую, решающим
параметром, характеризующим различные технологические процессы
металлургической, химической, энергетической и других видов пр ...